

以下是:西藏山南市发货及时的厚壁无缝钢管厂家的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 范围 的厚壁无缝钢管供应范围覆盖西藏、拉萨市、昌都市、阿里市、林芝市、那曲市、日喀则市、山南市 乃东区、扎囊县、贡嘎县、桑日县、琼结县、曲松县、措美县、洛扎县、加查县、隆子县、错那市、浪卡子县等区域。 【星腾伟业】以匠心打造多元场景产品,涵盖曲松无缝钢管直销厂家、浪卡子无缝钢管使用方法、那曲无缝钢管定制速度快工期短、林芝无缝钢管真诚合作、阿里无缝钢管设计合理等。发货及时的厚壁无缝钢管厂家_星腾伟业金属材料(山南市分公司),固定电话:【0527-88266222】,移动电话:【0527-88266222】,联系人:任威,开发区汇通物流园B115。 西藏自治区,山南市 据第七次全国人口普查,山南市常住人口为354035人,与2010年第六次全国人口普查的328990人相比,增加25045人,增长7.61%,年平均增长率为0.74%。2022年,山南市实现地区生产总值248亿元,同比增长3.4%。截至2023年4月,山南市辖1个市辖区、10个县,代管1个县级市。市人民政府驻乃东区泽当街道乃东路13号。
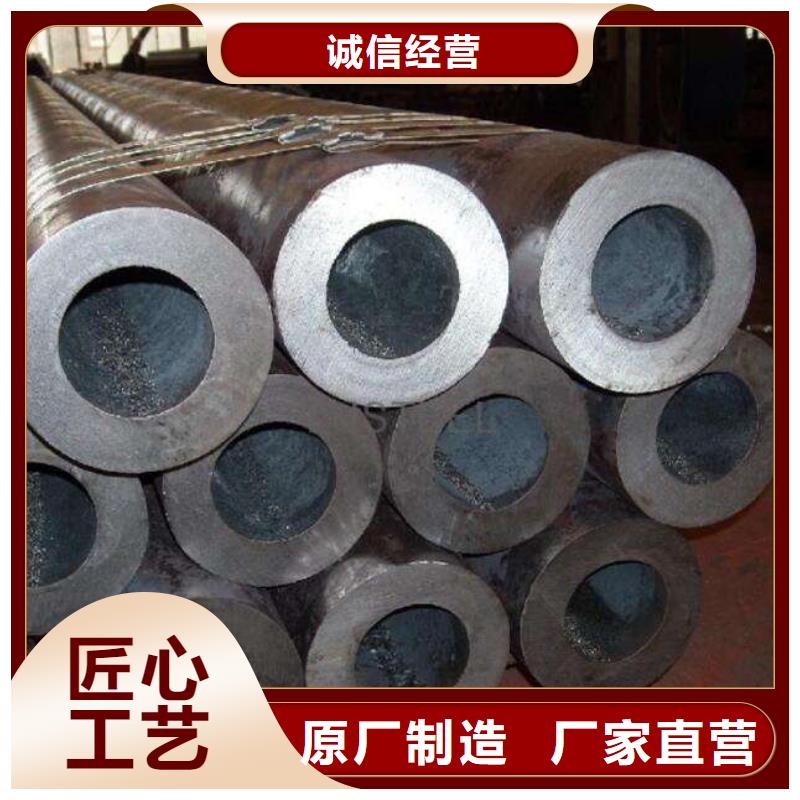
想要更直观地了解发货及时的厚壁无缝钢管厂家产品吗??产品视频,带你走进产品世界以下是:西藏山南发货及时的厚壁无缝钢管厂家的图文介绍
27SiMn(化学成份(国标):C:0.24-0.32;Mn:1.1-1.4;Si:1.1-1.4;S:≤0.035:P:≤0.035)厚壁钢管(壁厚范围28mm~60m)被广泛用于煤矿液压支架大立柱缸体,有的缸筒长达2000m,其中一段长200m缸筒的外圆直径要从Φ380m增至Φ398m,常规工艺选择用中408m钢管加工,这种方法切削量太大,不仅造成材料的浪费,并且生产周期长。如果采用平常的堆焊方法,当堆焊层金属出现气孔、裂纹、夹渣等缺陷时,就会造成渗漏、密封件挂伤,严重时将出现堆焊层剥落现象,还会出现缸柱间互相窜液、立柱油缸液压力升不上去影响使用的情况。
本发明的目的在于提供一种加工质量和效率高的27SiMn厚壁钢管的堆焊方法
为实现上述目的,本发明可采取下述技术方案:
本发明所述的27SiMn厚壁钢管的堆焊方法,它包括下述加工步骤:
将需堆焊部位粗加工至见金属光泽后,预热140-160℃,控制层间温度在150-200C,用80%Ar+20X00保护气体、采用SLD60焊丝分层堆焊至要求的厚度后,冷却至100℃,再整体加热至900-940℃,保温2小时后出炉淬水至室温:在整体装炉升温至540℃,保温4小时,冷却至室温即可。
所述SLD60焊丝的组分为C:0.05;Mn:1.29:Si:0.76:Mo:0.34:Ti 0.11;S:0.01;P:0.02:所述焊丝的直径为Φ1.6。
本发明的优点在于堆焊前预热,采用80%Ar+20%C0,保护气体,焊接材料用SLD-601.6,按照上述加工方法进行堆焊,焊后热处理,这样不仅工艺方法经济合理,堆焊层与母材之间的熔透质量高、堆焊层金属无气孔、裂纹、夹渣等缺陷,达到满足液压支架缸筒的设计强度及尺寸要求;由于液压支架的生产批量大,且每根缸筒的堆焊层厚达9m,采用本堆焊方法,不仅可以节约材料,又可以提高生产效率。
具体实施方式
本发明所述的27SiMn厚壁钢管的堆焊方法,它包括下述加工步骤:
将需堆焊部位粗加工至见金属光泽,除去表面的油、垢等污物,预热150℃控制层间温度在150-200℃,用远红外测温仪监测温度;用80%Ar+20XC02保护气体、采用SLD-60中1.6焊丝,焊丝的重量组份分为:0.05:Mn:1.29:Si:0.76Mo:0.34:Ti:0.11;S:0.01;P:0.02:选用单枪环缝气体保护自动焊机(电流420A,电压40V,焊速600m/min),分层堆焊至要求的厚度后,冷却至100℃,再整体加热至900-940℃,保温2小时后出炉淬水至室温;在整体装炉升温至540
C,保温4小时随炉缓冷至300℃出炉,冷却至室温即可
在钢管超声波探伤中通常称壁径比 t/D∧0.2 的钢管为超厚壁钢管。 对此种钢管的探伤, 若采用常规的横波反射法已无法探测其纵向内壁缺陷, 需采用特殊的方法检测。 曾发生过未经探伤的超厚壁钻铤管在使用过程中发现有大量纵向内壁缺陷,导致项目工期延误, 造成巨大经济损失的情况。 因此,亟待研究出一种探测超厚壁钢管纵向内壁缺陷的方法。 本研究通过对超厚壁钢管超声波探伤纵向内壁缺陷的大量试验和分析, 利用变型横波探测其纵向内壁缺陷, 使得钢管壁厚的检测范围增大, 经实际验证取得了很好效果。
1 钢管横波反射法探伤原理
钢管横波反射法探伤是超声波倾斜入射到钢管表面时, 在有机玻璃和钢管的界面上产生折射和波型转换, 且折射波与入射波的方向关系符合斯奈尔定律, 当入射角 α 选择在 临界角 αⅠ和第二临界角 αⅡ之间时, 钢管中只产生单一横波, 从而实现钢管内外壁缺陷的同时探测。 其入射角的选择必须满足以下 2 个条件: ①声束入射后在钢管中仅产生折射横波; ②折射横波声束能扫查到钢管内壁。2 超厚壁钢管的探伤方法
分析超声波倾斜入射时的反射、 折射和波型转换现象可知, 当入射角小于 αⅠ时, 钢管中的超声波为折射纵波和折射横波同时存在, 折射纵波在钢管外壁上发生波型转换, 产生反射横波(即变型横波)投射到钢管内壁上, 以此来检测超厚壁钢管的内壁缺陷(通过改变探头的入射角可以使变型横波与钢管内壁相切或相交)。由超声波斜入射至有机玻璃/钢界面的声压往复透射率(图 2)可知, 当入射角 α 小于 临界角(27.6°)时, 入射波转换为折射横波的声压往复透射率 TLS 很低, 不足 10%, 即透射到钢管中的折射横波强度很弱, 探测超厚壁钢管内壁缺陷效果极差; 而入射波转换为折射纵波的声压往复透射率TLL 较高, 约 25%[1], 这说明在折射过程中大部分能量存在于折射纵波中, 折射纵波在管壁反射后产生的变型横波也具有较高的能量[2], 所以对内壁缺陷的探伤灵敏度明显高于折射横波。 用变型横波斜射法检测超厚壁钢管内壁缺陷是一种较为理想的方法, 这在实践中已得到充分证明。
《 高温用锻造厚壁无缝钢管 》 冶金行业标准是十 2006 年 7 月山冶余工业信息研究 l 坑中国钢铁下业协会 〔 2006 ] 92 号文 《 关于转发 2006 年行标项日 i 十划的通知 》 下达,确定由内蒙古北方重工业集团有限公司负责标准起草的主要工作。 2006 年 7 月 26 日至 28 日在包头召开了 《 高温用锻造厚壁无缝钢管 》 标准工作组第 · 次工作会议,会卜成立标准编制 l :作组,讨论了标准编制工作进度 i } · 划及 《 高温用锻造厚壁无缝钢管 》 标准编写大纲,确定了标准编制原则。 2006 年 9 月编制工作组完成了 《 高温用锻造厚壁无缝钢管 》 标准草案,且召开了第二次!:作会议,编制工作组认为本标准将正在研制的 4 种牌号的钢管管坯材料经验证后应纳入本标准的征求意见稿。
9 月至 12 月生产部门对 4 种牌号的钢管管坯材料经多炉次冶炼试制及扩容的验证,经理化检测满足使用性能要求。为此,将新研制 4 种牌号的钢管管坯材料纳入本标准的征求意见稿中。 2007 年 1 月初完成了 《 高温用锻造厚壁无缝钢管 》 标准征求意见稿讨论稿及编制说明。讨论稿在公司范围内组织有关专业工程技术人员进行了讨论,根据讨论意见再次进行了修改。在 2007 年 1 月底形成 l 卜式征求意见稿,发住相关单位及院所征求意见。 2007 年 4 月意见返回,反馈意见形成正式征求意见稿,发住相关单位及院所征求意见。
2 007 年 4 月意见返回,反馈意见中有 · 大部分意见都与新牌 GB / T5310 有关,为了与新牌 GB / T53 10 相协调,在新牌 GB / T53 10 审定,并形成报批稿后,根据 GB / T5310 (报批稿),结合各有关单位的反馈意见修改标准征求意见稿,形成现在讨论的审杳稿。
3 编制原则
3 . 1 本标准的技术指标应有一定的先进性及较强的科学性、适用性。 3 . 2 木标准的技术内容与同步正在修订的 GB5310 应协调 · 致。 3 . 3 标准的技术水平达到国内领先水平。化学成份中 S 、 P 含星应比国外同类先进标准控制更加严格。 3 . 1 木标准的编制应以 2006 年 3 月五大锅炉)‘联合市议通过的“高温用铸造厚峡无缝钢管”技术协议基础,补充完善,对新增技术内容进行验证考核。
西藏山南星腾伟业金属材料有限公司价值观:创新、品质、诚信、合作共赢
使命:让地面更美好,让生活更幸福
理念:用更有价值的 无缝钢管产品与理念让更多人真正受益
愿景:致力于打造一家受人尊敬的,更具社会影响力的 无缝钢管企业
钢管在轧制或热处理后,因受到外力、热应力或中未给出针对变形较为复杂的厚壁钢管的模型。针组织应力的影响,从而产生弯曲变形。对于钢管端对目前计算压力矫直厚壁钢管行程精度低,通常需部和大直径钢管的弯曲变形,常用压力矫直。
计要重复矫直,效率低下等问题,笔者依据弹塑性理算钢管矫直行程是钢管自动矫直机的关键技术。基论,建立了能用于压力矫直厚壁钢管过程中的载荷于矫直曲率方程2的矫直模型计算必须依据零件挠度模型,反映了压力矫直厚壁钢管的变形机理,此轴线拟合出曲线方程,该曲线方程存在多点测量误模型考虑了截面塑性压扁。
差和人为拟合误差,计算精度受到影响,应用也不方便。文献「1,]使用有限元的方法对计算钢管矫直1弹性阶段的載荷挠度模型
行程进行了研究,所需的时间较长,且没有很好地反映钢管压力矫直过程的变形机理。文献[4]的理论研究中将弹区比假设为定值,且没有考虑截面的塑设压力矫直厚壁钢管的压下力为F,压点与支性压扁,因而产生较大误差。
文献[5]提出了载荷
座的距离为l,钢管内径为r,外径为R,中间截面弹
挠度模型,且证明了该模型具有较高精度,但是该文性极限层距中性层高度为R,R/R=1,n/R=a,钢
在西藏山南市本地采买发货及时的厚壁无缝钢管厂家到星腾伟业金属材料(山南市分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:任威-【0527-88266222】。













